



01 एक क्या हैवेल्डेड जोड़
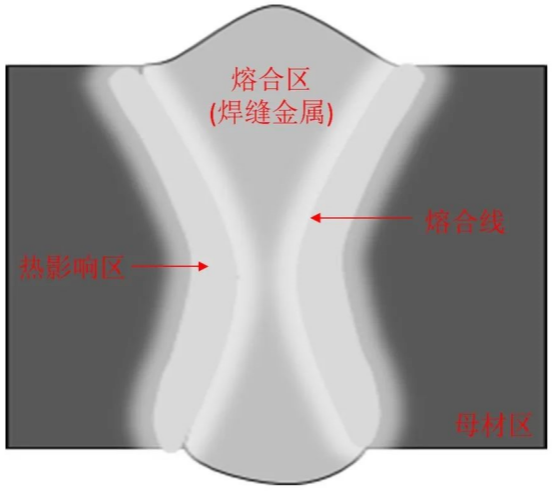
वेल्ड जोड़ से तात्पर्य उस जोड़ से है जहाँ दो या दो से अधिक वर्कपीस को वेल्डिंग द्वारा जोड़ा जाता है। फ्यूजन वेल्डिंग का वेल्ड जोड़ उच्च तापमान वाले ऊष्मा स्रोत से स्थानीय ताप द्वारा बनता है। वेल्ड जोड़ में फ्यूजन ज़ोन (वेल्ड ज़ोन), फ्यूजन लाइन, हीट अफेक्टेड ज़ोन और बेस मेटल ज़ोन शामिल होते हैं, जैसा कि चित्र में दिखाया गया है।
02 नितंब जोड़ क्या होता है?
वेल्डिंग की एक सामान्य संरचना वह जोड़ है जिसमें दो परस्पर जुड़े हुए भागों को जोड़ के मध्य तल पर एक ही समतल या चाप में वेल्ड किया जाता है। इसकी विशेषता एकसमान तापन, एकसमान बल और वेल्डिंग की गुणवत्ता सुनिश्चित करने में आसानी है।
03 एक क्या हैवेल्डिंग ग्रूव
वेल्ड किए गए जोड़ों की गुणवत्ता और गहराई सुनिश्चित करने तथा वेल्डिंग से होने वाले विरूपण को कम करने के लिए, वेल्डिंग से पहले वेल्ड किए गए भागों के जोड़ों को आमतौर पर विभिन्न आकारों में प्री-प्रोसेस किया जाता है। अलग-अलग वेल्डिंग खांचे अलग-अलग वेल्डिंग विधियों और वेल्ड की मोटाई के लिए उपयुक्त होते हैं। सामान्य खांचे के आकार हैं: आई-आकार, वी-आकार, यू-आकार, एकतरफा वी-आकार आदि, जैसा कि चित्र में दिखाया गया है।
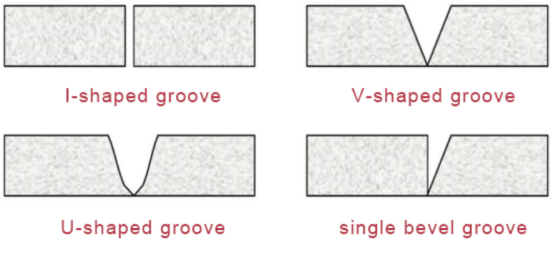
बट जोड़ों के सामान्य खांचे के रूप
04 बट जॉइंट ग्रूव के आकार का प्रभावलेजर आर्क कंपोजिट वेल्डिंग
वेल्ड किए जाने वाले वर्कपीस की मोटाई बढ़ने के साथ, मध्यम और मोटी प्लेटों (लेजर पावर <10 kW) की सिंगल-साइडेड वेल्डिंग और डबल-साइडेड फॉर्मिंग करना अक्सर अधिक जटिल हो जाता है। आमतौर पर, मध्यम और मोटी प्लेटों की वेल्डिंग करने के लिए उपयुक्त ग्रूव फॉर्म डिजाइन करना या कुछ डॉकिंग गैप आरक्षित करना जैसी विभिन्न वेल्डिंग रणनीतियों को अपनाना आवश्यक होता है। हालांकि, वास्तविक उत्पादन वेल्डिंग में, डॉकिंग गैप आरक्षित करने से वेल्डिंग फिक्स्चर की जटिलता बढ़ जाती है। इसलिए, वेल्डिंग प्रक्रिया के दौरान ग्रूव का डिजाइन अत्यंत महत्वपूर्ण हो जाता है। यदि ग्रूव का डिजाइन उचित नहीं है, तो वेल्डिंग की स्थिरता और दक्षता पर प्रतिकूल प्रभाव पड़ेगा, और वेल्डिंग दोषों का खतरा भी बढ़ जाएगा।
(1) ग्रूव का आकार सीधे वेल्ड सीम की गुणवत्ता को प्रभावित करता है। उपयुक्त ग्रूव डिज़ाइन यह सुनिश्चित कर सकता है कि वेल्डिंग वायर मेटल वेल्ड सीम में पूरी तरह से भर जाए, जिससे वेल्डिंग दोषों की घटना कम हो जाती है।
(2) खांचे का ज्यामितीय आकार ऊष्मा के स्थानांतरण के तरीके को प्रभावित करता है, जो ऊष्मा को बेहतर ढंग से निर्देशित कर सकता है, अधिक समान तापन और शीतलन प्राप्त कर सकता है, और तापीय विरूपण और अवशिष्ट तनाव से बचने में मदद कर सकता है।
(3) ग्रूव का आकार वेल्ड सीम की क्रॉस-सेक्शनल मॉर्फोलॉजी को प्रभावित करेगा, और इससे वेल्ड सीम की क्रॉस-सेक्शनल मॉर्फोलॉजी वेल्ड प्रवेश गहराई और चौड़ाई जैसी विशिष्ट आवश्यकताओं के अनुरूप अधिक होगी।
(4) उपयुक्त नाली का आकार वेल्डिंग की स्थिरता में सुधार कर सकता है और वेल्डिंग प्रक्रिया के दौरान अस्थिर घटनाओं को कम कर सकता है, जैसे कि छींटे और अंडरकट दोष।
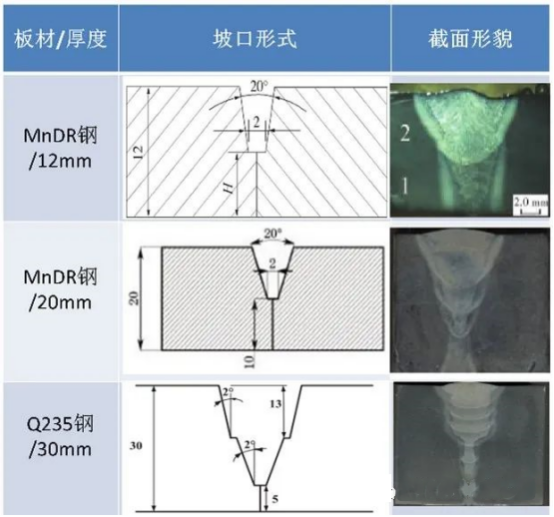
चित्र 3 में दर्शाए अनुसार, शोधकर्ताओं ने पाया है कि लेजर आर्क कंपोजिट वेल्डिंग (लेजर पावर 4 किलोवाट) का उपयोग करके दो परतों और दो चरणों में खांचे को भरा जा सकता है, जिससे वेल्डिंग दक्षता में प्रभावी रूप से सुधार होता है; तीन-परत लेजर आर्क कंपोजिट वेल्डिंग (लेजर पावर 6 किलोवाट) का उपयोग करके 20 मिमी मोटी MnDR की दोषरहित वेल्डिंग प्राप्त की गई; लेजर आर्क कंपोजिट वेल्डिंग का उपयोग करके 30 मिमी मोटी निम्न-कार्बन स्टील को कई परतों और चरणों में वेल्ड किया गया, और वेल्डेड जोड़ की अनुप्रस्थ काट संरचना स्थिर और अच्छी थी। इसके अलावा, शोधकर्ताओं ने पाया है कि आयताकार खांचों की चौड़ाई और वाई-आकार के खांचों का कोण स्थानिक अवरोध प्रभाव पर महत्वपूर्ण प्रभाव डालते हैं। जब आयताकार खांचे की चौड़ाई≤4 मिमी और वाई-आकार के खांचे का कोण है≤60 °वेल्ड सीम की अनुप्रस्थ काट आकृति विज्ञान में केंद्रीय दरारें और पार्श्व दीवार में खांचे दिखाई देते हैं, जैसा कि चित्र में दिखाया गया है।
वेल्ड के अनुप्रस्थ काट की आकृति विज्ञान पर खांचे के आकार का प्रभाव
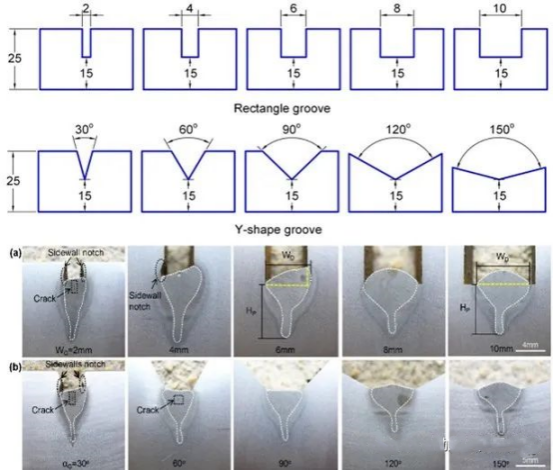
वेल्ड के अनुप्रस्थ काट की आकृति विज्ञान पर खांचे की चौड़ाई और कोण का प्रभाव
05 सारांश
ग्रूव के आकार का चयन करते समय वेल्डिंग कार्य की आवश्यकताओं, सामग्री की विशेषताओं और लेजर आर्क कंपोजिट वेल्डिंग प्रक्रिया की विशेषताओं पर व्यापक रूप से विचार करना आवश्यक है। उचित ग्रूव डिज़ाइन वेल्डिंग दक्षता को बढ़ा सकता है और वेल्डिंग दोषों के जोखिम को कम कर सकता है। इसलिए, मध्यम और मोटी प्लेटों की लेजर आर्क कंपोजिट वेल्डिंग से पहले ग्रूव के आकार का चयन और डिज़ाइन एक महत्वपूर्ण कारक है।
पोस्ट करने का समय: 8 नवंबर 2023











